直击颗粒机主轴晃动原因及维修保养规程

[压辊环模 新闻资讯]颗粒机作为生物质颗粒燃料及饲料企业的关键制粒设备,直接影响企业的正常生产运行以及经济效益,而主轴则是颗粒机的关键部件,直接影响颗粒机的正常运行。

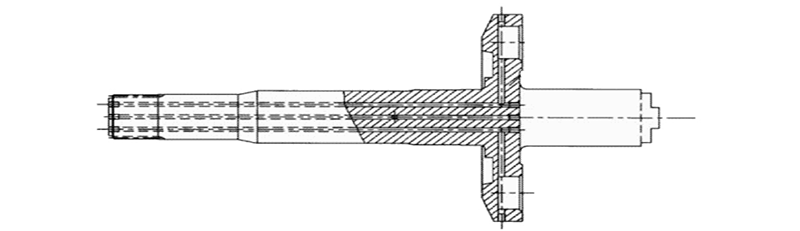
颗粒机主轴结构
颗粒机主轴不同于其他轴类,通常情况下固定不动,主轴的径向自由度由位于前端的主轴轴承限制,周向由位于尾部的花键座固定,轴向则由尾端盖固定。
在颗粒机运转过程中,主轴的工作环境温度很高,挤压结构受力很大,长时间工作后,花键与键槽的间隙会越来越大,造成挤压结构的摆动会越来越大,对花键和键槽的磨损也很严重。因此要求主轴所能承受的扭矩大,且耐磨性能要好,使用寿命长。
颗粒机主轴晃动
颗粒机若在生产过程中出现主轴晃动等异常现象,将直接影响其生产效率。到底是什么原因造成颗粒机主轴晃动呢?宝壳压辊环模带大家从以下几个方面分析:
1、主轴尾部没有收紧或收不紧
2、其花键和花键座间的配合间隙过大,尾部键槽与传动轴、传动轴与安全销座键槽配合间隙大
3、主轴轴承花栏变形或轴承磨损
4、安全销与安全销套、安全销与安全销座孔间隙大
5、环模内孔失圆,跳动大于0.3
6、颗粒机的压辊间隙调整不均匀
主轴晃动解决方法
1、检查颗粒机主轴是否有收紧,检查蝶形绷簧是否已变形。若蝶形绷簧变平,及时替换新的蝶形绷簧(蝶形弹簧数量及装配位置应与未拆装前一致)。
2、把主压盖上的锁紧螺丝收紧,开机查看主轴是不是晃动。
3、若仍出现晃动,则拆下颗粒机主压盖,用铜棒垫住主轴,用大锤把主轴往环模方向打出来,然后拆下主轴密封盖,检查主轴轴承是否完好无缺。
4、若发现间隙过大,应拆下轴承替换新轴承,主轴装好后开空机查看晃动状况。
5、在装主轴过程中,应注意主轴轴承内圈位置应放正,才能把主轴装配到位。正常情况下,装配到位后,主轴两边端面与传动轮端面相差10mm左右。
6、若检查出花键配合间隙大、键槽配合间隙大、安全销配合间隙大、环模内壁失圆等情况,则必须对以上部件进行更换。
7、主轴正常后,应正确调整压辊与环模间隙,避免造成主轴晃动,出料不畅,电流不稳等情况。
颗粒机维护保养指南
1、日常维护
◆班前检查切刀与环模间的距离,保证不小于3mm。
◆班前检查压制室内各螺栓、螺钉和刮刀有无松动现象,尤其要查环模和传动轮联接的镙钉。
◆严格按润滑图规定,向各需润滑处加油,并检查加油孔。
◆班前检查并及时清理磁性杂质和积料。
◆检查有无漏油现象,及时调整或更换油封。
◆车前检查压辊间隙并及时调整,保证两辊间隙一致。
◆保持机器外部清洁,特别是应防止电机外壳上积灰。
2、定期检查和保养
◆每周检查各行程安全开关是否可靠。
◆每周一次检查各部位联接件有无松动。
◆每周一次清理喂料绞调质器,若短期内不用也必须清理。
◆定期检查主轴是否松动,注意调节箱体后部主轴尾端的花键螺母,保持主轴松紧适宜。
◆绞龙轴、调质器内搅轴上的传动轴承每半年拆下清洗保养一次。
◆主传动箱内和两只减速器内机油,在开始工作500小时后应更换新油,以后连续工作1000小时换油一次。
◆颗粒机每半个月检查一次环模与传动轮联接键的磨损情况,以便及时更换。
宝壳压辊采用优质钢材C50,从源头保证颗粒机压辊的硬度和耐磨性,配合精湛的高温淬火热处理工艺,大幅延长了使用寿命。
上一条:12个能引起环模颗粒机压不出粒的问题,不容忽视 下一条:教科书式的环模使用及保养常识,一定要收藏! 返回列表