
颗粒机模具压缩比怎么算?压缩比大了怎么办?
[环模 新闻资讯] 作为一名 不务正业 优秀的颗粒人,关于颗粒机的常识,比如模具开孔率、压缩比等,必定是了如指掌。What?你说你不懂?呃,好吧!今天宝壳压辊环模就和大家(撩一撩)聊一聊颗粒机模具压缩比等内容。
颗粒机模具压缩比
颗粒机模具压缩比是指模具模孔的有效长度和模具孔径的比值,是反映颗粒机挤压强度的一个指标。
模具压缩比计算方法
颗粒机模具压缩比=模具孔直径/模具模孔的有效工作长度
对于直形孔的模具来说,模具模孔的有效长度即为模具的总厚度,最小直径即为模孔本身的直径。
假设:模孔直径是6mm,环模模具厚度45mm
压缩比=6/45=1:7.5
此环模压缩比为1:7.5
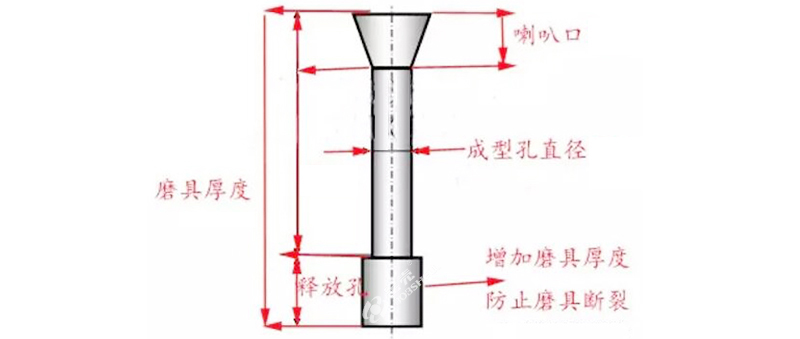
对于释放式阶梯孔和外锥形孔来说,模孔的有效长度为模具的总厚度减去释放孔的长度或外锥形孔的长度,最小直径段的孔径为计算压缩比的孔径。
假设:环模模孔直径是8mm,模具厚度66mm,释放孔为18mm
压缩比=8/(66-18)=1:6
此环模压缩比为1:6
宝壳压辊环模提醒大家,压缩比是一个比值,同一个压缩比,它的孔径与有效工作长度均有可能是不相同的。
如何选合适的模具压缩比
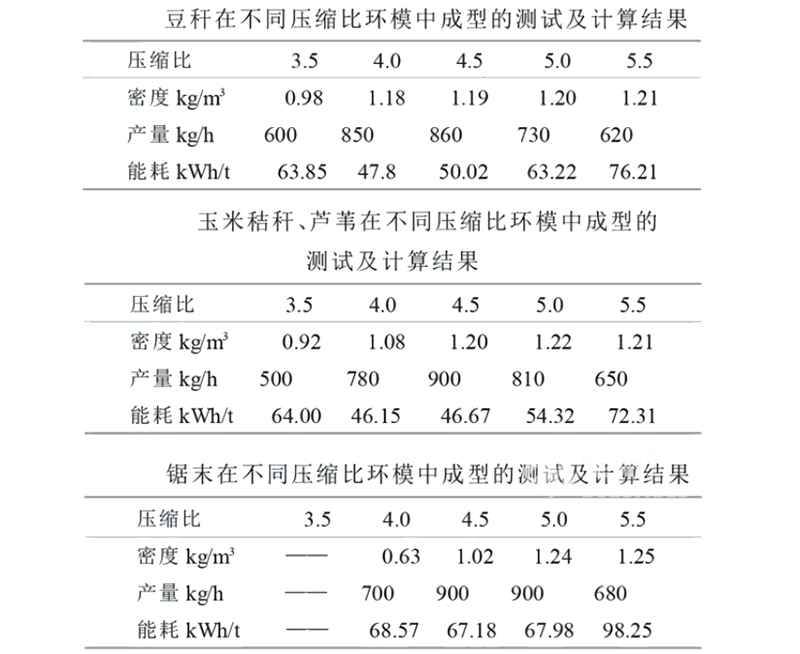
颗粒成品的好坏取决于模具的压缩比。有研究团队分别采用玉米秸秆、稻壳、锯末、芦苇、豆秆5种原料,在环模压缩比为1:3.5,1:4.0,1:4.5,1:5.0,1:5.5的工况下,测试不同原料的成型条件,推算出颗粒燃料成型的趋势,确定各类原料成型时产品的质量、密度与环模压缩比的关系,以下内容仅供大家参考。
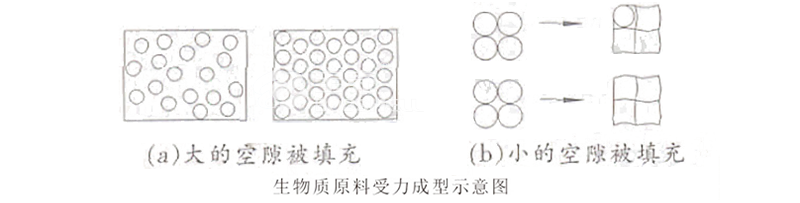
环模压缩比的大小决定了成型压力的大小。玉米秸秆、芦苇等原料的纤维素含量少,受到外力挤压时易发生形变,因此成型时所需的环模压缩比小,即成型压力较小;锯末的纤维素含量高,成型时所需的环模压缩比大,即成型压力较大。因而,采用不同生物质原料生产成型颗粒燃料,应采用不同的环模压缩比,原料中纤维素含量接近的生物质物料可采用相同压缩比的环模。
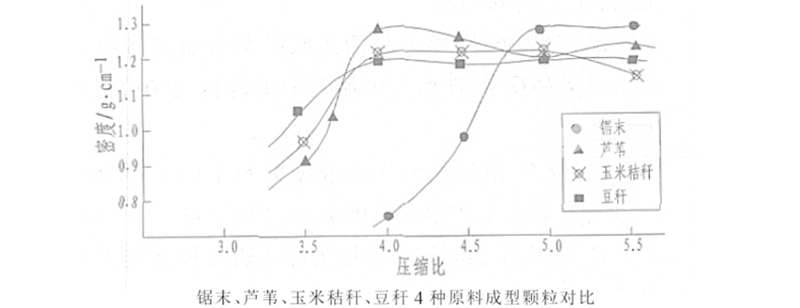
同一种原料在不同压缩比环模中成型,颗粒燃料的密度随压缩比的增大而逐渐增大,并在一定压缩比范围内,密度保持相对稳定,当压缩比增大到一定程度时,原料会因为压力过大造成出料不畅而不能成型。
原料的粒度对成型条件有很大影响。随着玉米秸秆和芦苇原料粒度的增大,其成型颗粒密度逐渐减小,当原料粒度大于10mm时成型效果极差,甚至不成型,但原料粒度太小也会影响颗粒密度。

压缩比的确定与孔径、物料硬度、物料水分以及模具的厚度都有关系,具体需要各项参数的实际情况来确定。成品颗粒表面又黑又亮,长度长,硬,产量低,有闷机,是压缩比大了;表面粗糙,不光滑,没有光泽,松散不成型,裂纹多,是压缩比小了。
压缩比没有固定的,数值都只是一个理想值,以下是560环模压缩比的参考值:
榆木1:3-1.5 杨木1:6-1:8 松木1:5-1:8
桉木1:3.7-1:4 桦木1:6.5-1:8 硬杂木1:4-1:5
草料1:8-1:10 玉米秸秆1:6-1:8
模具压缩比大了怎么办
经验丰富的操作人员会通过调整原料水分,或调整环模压辊的间隙,不更改压缩比也能顺利出粒,过程需要逐步记录测试。
另外,二次增压可以将压缩比大了的模具改小,但修改环模会影响环模的使用硬度,所以需要按模具的实际磨损情况来确定。
颗粒机模具模孔的粗糙度也是衡量模具质量的重要指标,合适的粗糙度值应在0.8-1.6之间。在同样的压缩比下,粗糙度值越大,颗粒挤出阻力越大,出料越困难,过大的粗糙度也影响颗粒表面的质量。如果你有任何关于模具使用困惑,欢迎留言交流。