
颗粒机压辊磨损机理及压辊异常故障原因分析
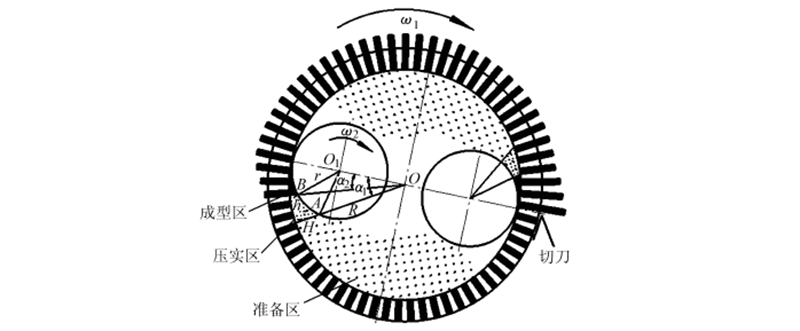
[压辊环模 新闻资讯]环模颗粒机的制粒过程是物料由供料系统送入成型室的准备区,在环模和压辊的摩擦力作用下,准备区物料被不断抛入压实区,进入压实区后,物料被推动着继续向前移动挤入到环模模孔中,当颗粒达到一定密度后从模孔中挤出,被切刀切断成所需长度的成型颗粒。
环模颗粒机的核心工作部件是环模与压辊,压辊是较易损耗、需要经常更换的零部件。其主要原因是压辊在使用一段时间后,由于受到物料和环模的强烈摩擦和挤压,使得其外表面受到严重的磨损,从而无法正常工作。压辊磨损过快,不仅会降低颗粒的成型率,造成易损件的成本升高,还直接影响生产率。

颗粒机压辊磨损机理分析
按压辊材料的磨损机理来分,磨损有以下几种形式:
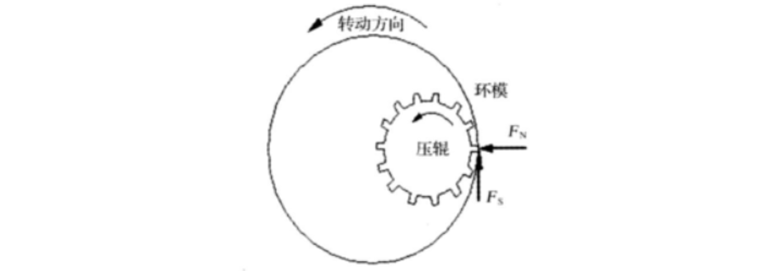
在环模颗粒机的运转过程中,压辊在环模内滚动,其外表面承受脉动的接触压应力,同时又受到物料颗粒强烈的摩擦和挤压。因此压辊的磨损机理应是疲劳磨损和磨粒磨损两种形式的综合,压辊磨损速度的快慢主要受压辊的材料、表面状况、摩擦性质、接触疲劳强度、法向载荷的大小以及物料的性质等因素的影响。此外,压辊的磨损度还与原料颗粒的大小、硬度及湿度等因素都有关系。如果所挤压的原料有较强烈的酸碱性,那么压辊的磨损机理还应包括腐蚀磨损。
另外,颗粒机产能与在单位时间内压实区入口物料喂入量与物料攫取角、物料运动速度、压实区入口高度等参数有关。在制粒工作中,压辊部分摩擦槽被物料填充、压辊表面越来越光滑等因素,均会影响物料的攫取效果,导致了设备的实际生产率低于理论生产率。

有研究分析数据表明,优化压辊的结构尺寸设计,满足压辊外表面的接触疲劳强度和压辊的运行工况等要求,可以降低磨损度。
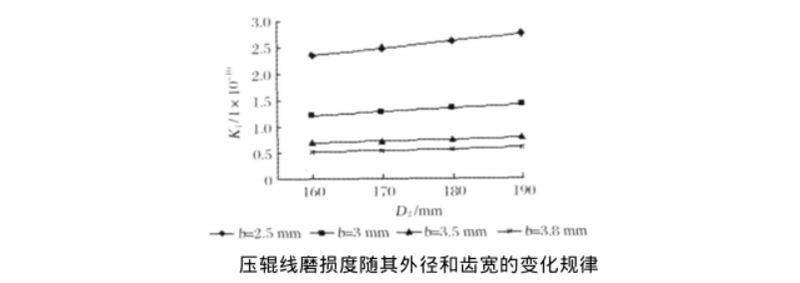
以下是引用某生产厂家制造的某型双辊式饲料颗粒机为例来计算压辊的磨损度,所需要的计算参数为:电机的功率(P),90 kW;环模的内径(D1),400 mm;环模的转速(n1),287 r/min;压辊的外径(D2),160 mm;压辊的长度(f),120 mm;压辊的直齿宽度(b),2.5 mm。将压辊的外径D2和齿宽b作为未知量,而将所有其它参数值作为已知量代入前述K的理论计算公式中,这样就得到r如下压辊线磨损度与其外径和齿宽的函数关系式:

下图给出了在不同的齿宽6下,压辊的线磨损度K1随外径D2的变化规律。可以看出,减小压辊的外径D2和增大齿宽6将减慢压辊的磨损速率,从而延长其使用寿命。另外,从图中还可以看出,如果压辊的齿宽较小,那么采用较小的外径,对减轻压辊的磨损程度更有效;反之,如果压辊的齿宽较大,那么采用较小的压辊外径,对减轻磨损的效果就不大。由于齿宽的大小还同时直接影响着压辊表面压强的高低和饲料挤出模孔的难易程度,因此这一结论对压辊的结构尺寸设计具有重要的参考价值。
由于压辊的工作过程是不断与物料摩擦挤压的过程,且在制粒机工作时,模、辊线速度基本相同,而压辊的直径较小,所以压辊的磨损率比环模大。为了尽量做到模、辊同时更换,压辊的硬度应高于环模5-6HRC,故宝壳压辊环模建议压辊选用有较高耐磨性的材质。
压辊异常故障原因及解决办法
|
故障 |
原因 |
解决办法 |
|
压辊的磨损不均匀 |
物料的分布情况不好 |
应检查刮料器,必要时应加以调整 |
|
使用了质量差、结构差的压辊壳 |
尽量使用同等型号的压辊壳 |
|
|
压辊壳的边缘上严重磨损 |
使用了具有无锥口的外沿模孔的环模 |
建议使用具有锥口的外沿模孔环模 |
|
颗粒机噪声大 |
压辊与环模的间隙过小 |
及时将压辊与环模调整到合适间距,每班次调整环模和压辊间隙 |
|
压辊轴承间隙过大 |
应更换压辊轴承 |
|
|
工作电流产生波动 |
可能某部位轴承出问题,使机器运转不正常,停机检查或更换轴承 |
|
|
物料的调质工作未做好 |
提高蒸汽的添加量 |
|
|
压辊轴承的使用寿命过短 |
使用了不合适的润滑脂 |
需严格按规定使用润滑脂 |
|
压辊的润滑脂加得太少 |
每隔2小时对压辊轴承加油润滑,每隔4小时对主轴前轴承加油润滑 |
|
|
轴承盖和密封圈损坏 |
更换已损坏的轴承盖和密封圈 |
|
|
使用了精度不稳定的压辊轴承或翻新轴承 |
正确选择选择正规厂家提供的备件 |
|
|
偏心轴不能转动 |
压辊架主轴上的夹紧环未松开 |
敲击圆柱头螺栓,以便松开夹紧盖 |