浅析关于颗粒机压辊的材质选择(哪种压辊更耐用更有性价比)
发布时间:2024/08/29
点击量:0
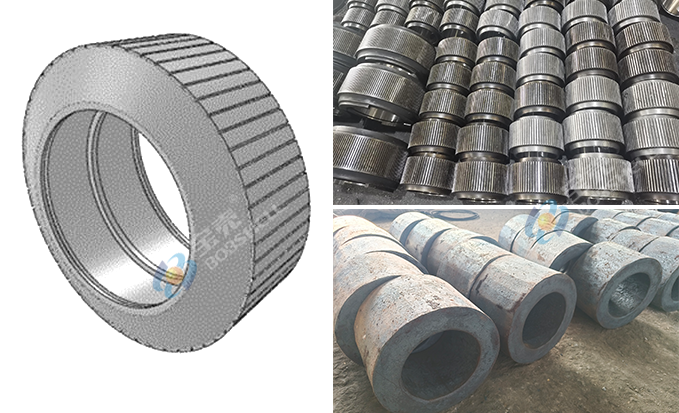
[压辊 新闻资讯]颗粒机压辊,又称为压辊壳、压辊皮,是颗粒机的重要部件之一,它与模具配套使用,两者对原料进行挤压使物料成形。由于其工作繁重,工作条件苛刻,即便是质量再高,发生磨损现象也是不可避免的。
当压辊出现了严重磨损,磨损层深度超过压辊工作层厚度的70%,颗粒的成型率已下降到75%以下时压辊应为失效。在生产过程中压辊磨损过快,消耗量大,不仅降低颗粒的成型率,增加生产成本。所以压辊的材质及制作工艺就显得尤为重要。
在选择压辊材质时,我们首先要确定压辊本身是易损件,定义就是“消耗品”,也就是说压辊的寿命是一定的,所以在材质选择时并不是越耐磨、使用无限长的才是好材质。
第二,还要考虑压辊的工作特点。由于压辊的偏心距调整是一定的,这就限制了压辊选材,一般来说它的偏心距调整范围8-10mm,这又决定了压辊工作的寿命是一定的。在这个范围内压辊的硬度是递减的,也就是随着压辊的磨损,压辊的寿命会减低。
基于以上两点,颗粒机压辊最开始选用材质是GCr15。GCr15是高碳铬轴承钢的代表钢种,综合性能良好,淬火和回火后硬度高而均匀,耐磨性、抗接触疲劳强度高。由于当时的制粒机器比较小、时产低,压辊的单边壁厚大多在35mm以下,这时候考虑材质价值占整个压辊的比重还不算很大。但随着生产者的要求机型增大,压辊尺寸也增大,壁厚增加,轴承外径能承受扭矩足够大,所以压辊的壁厚增加了,从而壁厚增加到50mm到100mm,这时材质的所比重占也加大了,造成压辊的成本也就增加了。
随着经济的不断发展,市场对压辊的需求越来越大,因此市场上出现合金钢、碳钢、碳化钨焊接外形等方式替代GCr15材质的颗粒机压辊。比如选择低碳合金钢20CrMnTi,这是一种中国特有的钢,因为含Ti(个别国家选用16MnCr5)。这种材质可以满足渗碳后表面硬度高,HRC60以上,由于是渗碳钢,热处理前需要补碳,渗碳层通常随着时间增加,碳浓度达到一定程度,渗碳层也就终止了深度,渗碳层深度一般是0.8-1.2mm。它的硬度随着压辊磨损后硬度降低很明显,但是生产看不到这种磨损很快的变化,等发现时压辊磨损已经到了报废的程度。
选择碳钢材质成本低些,比如C50、C50Mn,价格有些优势,用于制造耐磨性要求高的工件,压辊的寿命也能满足要求,但是客户对这种材质认识很浅。
最后宝壳来和大家聊聊最近很流行的40Cr。40Cr是一种中碳合金钢,具有优良的力学性能和加工性能,该钢含碳量适中不会造成产品应力集中,含Cr 能提高淬硬层的深度,在热处理时硬度和硬度层深都很好的表现。
宝壳40Cr压辊经过适当的热处理以后获得了一定的韧性、塑性和耐磨性,表面硬度值达到HRC58-62,能满足大多数人对压辊硬度和耐磨需要,性价比高。俗语说:“不怕不识货,就怕货比货,货比三家不吃亏。”有需要的朋友可以联系我们定制40Cr材质的压辊,对比它的耐磨性和使用寿命。