SERVICE PHONE
0313-5986069
网站首页
公司概况
产品展示
压辊
环模
平模
其他
生产设备
加工案例
新闻资讯
品牌故事
资质荣誉
联系我们
公司主要产品为宝壳系列压辊、环模、平模盘
产品展示
生产设备
加工案例
新闻资讯
资质荣誉
网站公告
产品展示
新闻资讯
更多+
颗粒机压辊皮出现掉渣掉齿?根源宝壳一次讲透
颗粒机制粒出现烧模是什么回事?
环模 vs 平模颗粒机怎么选?1 分钟对号入座
颗粒饲料制粒成型难?原因+改进方法全解析
颗粒机环模压缩比怎样调?快问快答!
联系方式
更多+
电话:
0313-5986069
传真:
地址:
河北省张家口市西山产业集聚区金凤街5号
邮箱:
zjkhx2004@aliyun.com
新闻资讯
当前位置:
首页
-
新闻资讯
浅析颗粒机环模模孔结构及减压孔过大的影响
发布时间:2024/09/26
点击量:
0
【
环模
新闻资讯
】
颗粒机环模影响成型颗粒质量的因素多为环模压缩比、环模孔径、模孔光洁度、减压孔的直径和深度,以及生产过程的维护使用状况等。
颗粒机环模模孔结构
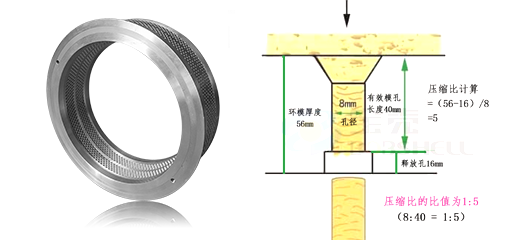
在环模上开有相互间隔的多排成型通孔,通孔由导料锥孔(喇叭孔)、成型直孔、减压孔(释放孔)三部分构成。导料锥孔呈喇叭状,使原料更容易进入成型直孔,防止原料堆积在环模内壁造成闷车,减压孔的作用是使已经挤压成型的颗粒更容易脱模出料。
环模模孔压缩比对造粒的影响
关于环模模孔压缩比,我们可以参考之前介绍过的文章:
解读颗粒机环模压缩比,生产颗粒必须懂!
由于成型直孔是制粒的重要结构,当直孔孔径不变而延长其长度时,压缩比变大,原料被挤压进直孔后保压时间也将变长,压制出的颗粒密度大,外观光滑且不易破裂变形,但由于颗粒保压时间长,会引起成型机生产效率下降,甚至堵塞模孔导致堵料无法造粒,增加生产成本。
而环模压缩比小,原料在模孔内的挤压时间短,易于挤压,生产效率高,电耗低,但生产出来的颗粒质量会降低,松散,容易造成含粉量高、颗粒长、不均匀等质量问题。
环模压缩比没有固定的标准,与生产原料、模孔直径、生产品种等因素有关。为了获得最佳的造粒性能,达到最佳的产量和质量,应根据原料状况与成型颗粒大小粒度的要求而定,选择最佳模具压缩比,并且在保证模孔有效长度的前提下,增加了环模和减压孔的厚度。
常见环模模孔设计
1、标准环模:所有模孔的有效厚度相同,无减压孔。
2、标准减压环模:所有模孔的有效厚度相同,但模孔出料侧扩大1/4英寸深,主要目的是增加环模强度而不会使环模过厚。
3、标准变化减压环模:初靠近环模外侧的二至三行模孔扩1/4英寸深外,其余模孔都相同。
4、交错减压环模:靠环模最外侧2或3行模孔出口端扩大至1/2英寸深,紧临的2或3行扩1/4英寸深。
颗粒机环模减压孔过大的影响
设计颗粒机环模减压孔的原因是由于环模要承受很大的压力,
宝壳压辊环模认为
要有一定的厚度作为保障,否则易产生爆裂。环模的厚度要比有效模孔的长度长,用环模厚度减去环模有效模孔长度,就能得到减压孔长度。另外减压孔直径要比环模孔径大,否则它不起“压”的作用,也就是无效孔。建议减压孔直径与有效孔直径差控制在0.2-0.4mm。
减压孔相比有效孔过大,会导致有的颗粒在减压孔中被摔断,又
或
成颗粒离开环模时产生部分颗粒弯曲且一面呈现许多裂纹。另外
小粒径的环模可能会因减压孔过长,产生颗粒长短不一的现象。
上一页:
喜迎国庆,国泰民安丨宏兴机械国庆节放假通知
下一页:
为什么您的颗粒机制粒吨电耗高?
返回