
浅析颗粒机环模热处理工艺及环模安装方式
[环模 新闻资讯] 环模是颗粒机的关键零件及主要易损件之一,价格不菲,损耗费约占整个颗粒生产车间维修费的25%以上,且其质量的好坏直接影响着颗粒的产量及质量。
环模使用性能和寿命的关键因素
从环模本身来看,耐磨性、耐腐蚀性、韧性是决定环模使用性能和寿命的关键因素,要使环模得到这些最佳的性能,关键在于环模材质的选择、结构设计和热处理工艺。
1、环模的材质选择
环模材质的选择以环模磨损少,简化制造工艺,延长使用寿命为准。国内环模一般采用合金结构钢、不锈钢和碳素钢,宝壳压辊环模建议用户可根据物料的腐蚀性和环模工作强度来选择环模的材料,对腐蚀性强的物料和环模孔小的环模一般选用合金结构钢或不锈钢。
合金结构钢,如20MnTi、40Cr等,热处理后硬度为HRC55-58,具有良好的综合力学性能,强度高,刚性和耐磨性也很好,但耐腐蚀性不好,在饲料制粒中易发生腐蚀。
不锈钢,如X46Cr13(德国牌号)、4Cr13等,热处理硬度为HRC55-62,具有较高的硬度和耐腐蚀性,使用寿命较长。虽然价格较高,但长期使用环模的更换次数少、颗粒质量好,综合效益更优。

2、结构设计
环模设计中的主要技术参数可分为动力选择参数和制造工艺参数。动力选择参数:环模和环模直径、环模转速和线速度等;制造工艺参数有:环模的压缩比、厚度、开孔率、模孔分布、模孔形状及结构、模孔粗糙度和安装形式等。
3、热处理工艺
环模的制造质量,除从材质、结构设计方面保证外,最重要的是采用适宜的热处理工艺,以提高环模的机械性能,改善其内、外在质量,延长环模的使用寿命。根据环模材料的不同,其热处理方法亦不同。
(1)合金结构钢。多数情况下对环模进行强化处理,表面渗碳使其具有高硬度,良好耐磨性和韧性。以下是其中一种热处理:
将环模置于密封的渗碳炉中,加热至900-950℃,向炉内通入渗碳气体。环模在炉内经化学反应使其表面吸附碳原子形成渗碳层。环模的渗碳层厚度,可根据设计要求,由环模在炉中的保温时间来确定,在900-950℃渗碳,每保温1小时,渗碳层厚度增加0.2-0.3mm。
渗碳后,环模必须经淬火处理。一般采用一次淬火工艺。渗碳环模缓慢冷却后,再重新加热到临界温度以上,保温后淬火。由于环模心部要求较高,一次淬火加热温度应略高于心部的温度,约为850℃,以细化心部的晶粒,避免出现铁素体。压模淬火后,形成板条状马氏体,具有较高的机械性能,并对环模的渗碳表面影响不大。
为消除淬火应力、变形和提高韧性,淬火后,进行180-200℃的低温回火处理。因而使环模的核心区和含碳量低,质地软,具有较高的冲击韧性和良好的抗断能力。环模表面的渗碳层具有良好的耐磨性,但耐腐蚀性较差。
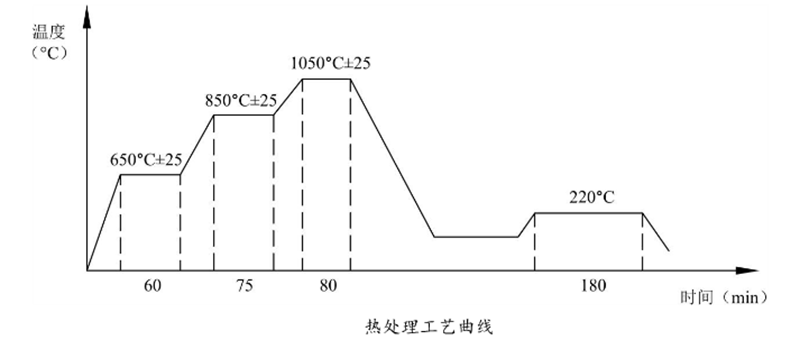
(2)不锈钢。这种材质的环模一般是通过淬火或真空强化处理的合金材料,具有良好的耐腐蚀性能。以下是某团队研究4Cr13环模淬、回火热处理工艺曲线,主要过程如下:
①将环模放入清洗机中持续清洗4h,目的是去除环模机加工留下的铁屑,以及锈迹及油污。清洗结束后取出,用烘干机烘干。
②将一组环模放入炉栅上,环模间用垫板相互隔开以防止加热时环模相互磨损。
③严格控制加热温度、升温速度和保温时间。先加热650℃后保温1h,再加热至850℃保温1.2h,加热至1050℃时进行油淬,淬火结束后回火处理,回火温度220℃。
④加热至淬火温度后保温,在出炉后立即放入油液中淬火,尽量保证环模内外冷却速度的均匀性,冷却至室温。
⑤回火是为了消除环模油淬后内部产生的热应力,220℃回火3h。
热处理工艺在环模的加工过程中极为重要,可以很好地改良环模材料的质量与机械性能。因此制定合理的环模热处理工艺是保证环模质量,提高环模使用寿命的关键。
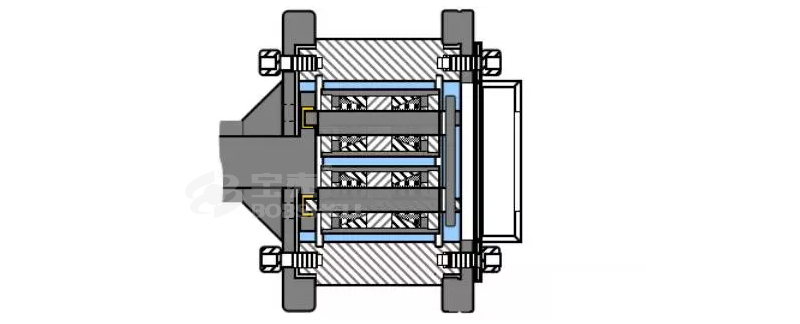
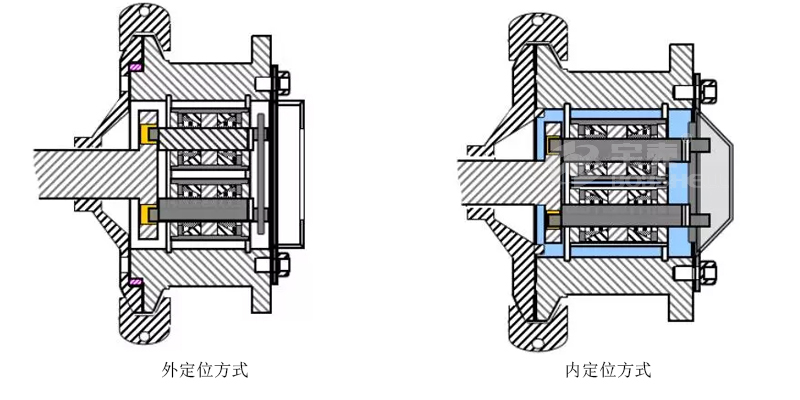
环模的安装方式
环模安装方式主要有直面式安装、锥面式安装和抱箍式安装。
1、直面式。直边直角式装配,采用外定位方式,安装简单,环模不易倾斜,但环模固定螺栓容易剪断,不适用于大型号的制粒机。
2、锥面式。斜边锥度式装配,采用外定位方式,安装环模定心性能好,传递扭矩大,环模固定螺栓不易剪断,但需要装配者细心和掌握一定的技巧,不然环模易装斜。
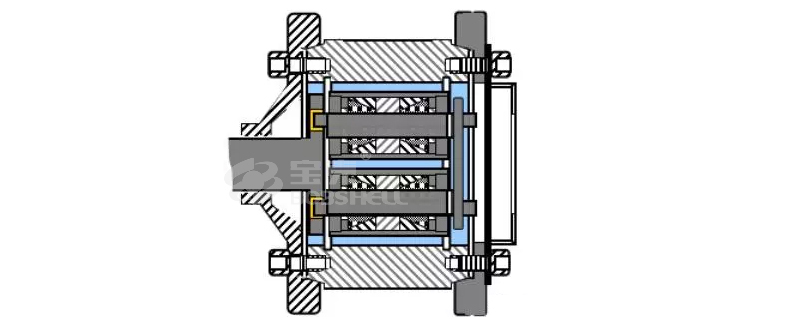
3、抱箍式。抱箍式装配,采用外定位方式或内定位方式,安装比较适用于小型号的制粒机,安装方便,需时短,缺点是环模本身不对称,不能掉面使用。
宝壳环模精选国际标准钢X46Cr13不锈钢及优质钢材为原材料,全进口意大利高速枪钻打孔,精湛的高温真空淬火工艺,保证模具硬度层,使用寿命是国内市场普通环模的2倍。